-
主轴箱 编辑
 主轴箱
主轴箱
主轴箱是机床的重要的部件,是用于布置机床工作主轴及其传动零件和相应的附加机构的。主轴箱是一个复杂的传动部件,包括主轴组件、换向机构、传动机构、制动装置、操纵机构和润滑装置等。其主要作用是支承主轴并使其旋转,实现主轴启动、制动、变速和换向等功能。
中文名:主轴箱
外文名:machine head
组成部件:主轴组件、制动装置等
主要功能:主轴启动、制动、变速
重要应用:机床的重要部件
类别:机械装置
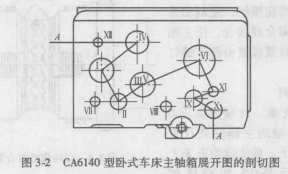 图1
图1
主轴箱采用多级齿轮传动,通过一定的传动系统,经主轴箱内各个位置上的传动齿轮和传动轴,最后把运动传到主轴上,使主轴获得规定的转速和方向。
主轴箱传动系统的设计,以及主轴箱各部件的加工工艺直接影响机床的性能。如图1左图所示为CA6140型卧式车床主轴箱装配图,图1左图中的a为其展开图,是按图1右图所示的轴线Ⅻ一Ⅳ一Ⅰ一Ⅱ一Ⅲ
1)双向多片式摩擦离合器。如图2左图所示,双向多片式摩擦离合器装在轴Ⅰ上。它是用来切断和接通主轴转矩,并使主轴获得正转或反转的离合装置;同时还能起过载保险装置的作用。调整时先将图2左图中手柄18扳到需要调整到的正转或反转的准确位置上,然后把弹簧定位销4用螺钉旋具按到轴I内,同时拨动紧定螺母3
它是用来变换主轴转速的,它由三个操纵系统组成。1)轴Ⅱ及轴Ⅲ上滑动齿轮的操纵机构。如图3左图所示,该操纵机构由装在主轴箱前侧面上的变速手柄操纵。手柄通过链传动使轴5转动,在轴5上固定盘形凸轮4和曲柄2,凸轮上有6个不同的变速位置,图3左图中用1~6标出位置,凸轮曲线槽通过杠杆3操纵着轴Ⅱ上双联滑动齿轮A,使齿轮A处于左、右两种位置;曲柄2上圆销的滚子装在拨叉l的长槽中,当曲柄2随着轴5转动时,可拨动拨叉处于左、中、右三种不同位置,就可操纵轴Ⅲ的滑动齿轮曰,使齿轮B处于3种不同的轴向位置;顺次地转动凸轮至各个变速位置,可使齿轮A和B的轴向位置实现6种不同的组合。
滑动齿轮移至规定的位置后,都必须可靠地定位。在主轴箱操纵机构中采用钢球定位。
2)轴Ⅳ及轴Ⅵ上滑动齿轮的操纵机构。如图3中图所示,此操纵机构的变速手柄也装在主轴箱前侧。扳动变速手柄,通过扇形齿轮传动可使轴4转动。在轴的前后端各固定着盘形凸轮1和5,图3中图中凸轮上标出的6个变速位置1—6,分别与变速手柄上用红、白、黑、黄、蓝色表示6种变速位置相对应。盘形凸轮5的曲线槽通过杠杆6操纵轴Ⅵ上的滑动齿轮z50,使它有左、中、右三种位置,中间位置为空档位置。盘形凸轮1的曲线槽通过杠杆2使轴Ⅳ上左侧的滑动齿轮处于左端或右端位置;凸轮1的曲线槽通过杠杆3使轴Ⅳ上右侧的滑动齿轮处于左端或右端位置。
图3中图中的变速手柄装在图3左图中的变速手柄的里档,这两个变速手柄的组合使用就可使主轴得到从低速到高速24种转速以及空档位置。
3)轴Ⅸ及X上滑动齿轮的操纵机构。如图3右图所示,在操纵手柄轴上固定有盘形凸轮2,转动凸轮2就可操纵齿轮z33和z58,共可得到4种不同的传动路线(车削左、右螺纹和车削正常螺距或扩大螺距)。
主轴箱主轴制动机构失灵
1)制动电磁阀产生故障。
采取措施:检查电磁铁YT6是否通电吸合,若不通电应检查电气线路;若电磁阀阀芯被卡住,应拆下清洗电磁阀,检查阀芯是否被拉毛或阀孔有毛刺,若有需修光阀芯外圆和阀孔,必须使阀芯在阀孔内滑动灵活无阻滞现象;要求主轴制动时间约为3s.
2)制动摩擦片产生磨损、表面太光滑、太薄或已经碎裂。
采取措施:更换新的摩擦片,并调整使摩擦片之间留有适当间隙。
3)制动压力太低,摩擦片之间的摩擦力太小。
采取措施:检查压力阀Y一10B的工作压力,根据要求将其压力调至0.6MPa。
4)主轴箱内润滑油太多,影响摩擦片之间的制动摩擦力。
采取措施:调节主轴箱润滑油节流阀,观察主轴箱油标只有少量润滑油滴下即可,若润滑油太多来不及回油,使摩擦片之间存在润滑油,会影响制动摩擦力。
主轴箱主轴自动变速不平稳产生冲击
1)控制主轴箱主轴自动变速电磁铁断电和通电的时间继电器失灵。
采取措施:检查控制电磁铁YT6、YR、YT9、YT10和YT11的时间继电器调整是否正确,应使需断电的电磁铁先断电,再使应通电的电磁铁稍迟通电,使摩擦片脱开和结合平稳。
2)主轴箱变速进油路中节流阀未调整好。
采取措施:适当调整针状调速阀,以便实现离合器的断开、吸合有过渡时间,使得主轴变速制动时的惯性冲击能量被消除,以达到主轴变速时平稳无冲击。
主轴箱不能移动的故障
1)机床坐标轴上的联轴器松动,应拧紧紧固螺钉。
2)卸下压板,观察其是否研伤,调整压板与导轨的间隙,保证间隙为0.02—0.03mm。
3)检查主轴箱镶条,松开镶条上的止退螺钉,顺时针旋镶条螺栓,在使坐标轴能灵活移动、塞尺不能进入后,锁紧止退螺钉。
 图5-27
图5-27
安装要求是:上素线为0.03mm/300mm,只许检验心轴外端向上抬起(俗称“抬头”),若超差则刮削结合面;侧素线为0.015mm/300mm,只许检验心轴偏向操作者方向(俗称“里勾”)。超差时,通过刮削凸块侧面来满足要求。
为消除检验心轴本身误差对测量的影响,测量时旋转主轴180。做两次测量,两次测量结果的代数差之半就是平行度误差。
1、本站所有文本、信息、视频文件等,仅代表本站观点或作者本人观点,请网友谨慎参考使用。
2、本站信息均为作者提供和网友推荐收集整理而来,仅供学习和研究使用。
3、对任何由于使用本站内容而引起的诉讼、纠纷,本站不承担任何责任。
4、如有侵犯你版权的,请来信(邮箱:baike52199@gmail.com)指出,核实后,本站将立即删除。